1. A client showed us his MacBook and said: "I want this finish on my bar counters"
A client showed us his MacBook and said "I want this finish on my bar counters."
This was Myata Platinum. Shisha lounge, front-of-house bar, everything going to be seen up close. He wanted the finish his laptop had. That soft, even, slightly matte surface that does not show fingerprints and does not look like a fridge.
We looked at the MacBook. It is a beautiful finish. It is also bead-blasted, anodized aluminium. Two processes, on a metal that is not stainless steel.
Bead-blasted stainless steel exists. It is a real finish, food-friendly, quiet-looking, used on equipment and architectural panels. But in our market, it is supplied as pre-finished mill sheet. The second you cut it to size or weld a corner, the blast pattern on the cut line is gone. No hand tool brings it back. No polisher, no abrasive pad, no trick. The finish lives on the surface of the mill sheet and nowhere else.
The second part is cleaner. Anodization has no architectural or F&B application on stainless steel. It is an aluminium process (technically, a valve metal process: aluminium, titanium, a few others). It grows an oxide layer out of the base metal electrochemically. Stainless does not have the chemistry for it at that scale. When a client or an architect asks for "anodized stainless," they are asking for a finish that does not exist in our market.
So the finish our client wanted was two processes stacked on a metal we were not using. We could not deliver the brief as stated. We were not going to pretend otherwise.
What we did deliver was vibration finish. Different look. Same functional promise: non-directional, non-scratching, non-marking, soft sheen that hides fingerprints and ages well in service. A finish you can fabricate freely, because we apply it after welding and cutting, on the finished piece. His counters have been in service since and they still look right.
That conversation happens more often than it should. Not always with a MacBook. Sometimes it is a sample swatch from another project, sometimes a photo, sometimes a finish name that is being used three different ways in the same meeting. The vocabulary is loose. The standards behind it are not, but the everyday shorthand pulls in different directions. And the money consequence is real: finishes that were never going to work on a fabricated piece get specified anyway, approved anyway, and discovered on site.

This piece is the reference we wish we could hand out at the first meeting. Every finish we get asked about. What it actually is, where it belongs, where it does not. Food-safe or not, and on whose authority. Written for operators, designers, and architects working on restaurants and bars in Dubai and the region.
It is long. It is meant to be. Read it through once if you are briefing a project, then come back to the section you need when a finish comes up in a meeting. The structure is reference-first. Sections 3 and 4 set the frame that every later section refers back to (food-safety categories, grade choice). Sections 5 and 6 cover the mechanical finishes, the ones that live in the base metal. Sections 7, 8 and 9 cover the coatings, the ones applied on top. Section 10 is the decision stack we run on every project. Section 11 is what we actually reach for when the brief is open.
One thing before we start. Nothing in this article is a substitute for a coater's Declaration of Compliance or your consultant's approval on a specific fit-out. It is the working knowledge we use in the room. Treat it as such.
2. Why the wrong finish on the wrong surface costs more than the finish itself
A specification gets drawn up. A finish name gets written into it. The drawing gets approved. Six weeks later, on site, the fabricator reads the drawing, picks up the sheet, cuts the first panel, and the finish on the cut line is already wrong. Nobody did anything negligent. The finish named in the drawing was a sheet-only product, and that constraint did not travel with the name. Now someone has to pay to unwind it, or live with it.
That is the Myata scenario in the opener, and it is not rare. We see variants of it on nearly every project we inherit mid-stream.
The cause is almost always the same. Finish names carry different meanings in different rooms. "Hairline," "brushed," "satin" and "No. 4" get treated as the same thing in a meeting, even though the standards draw real lines between them. "PVD," "anodize" and "ionize" are used interchangeably, even though two of those do not apply to stainless steel at all. "Powder coat" and "paint" get spoken about as if they are interchangeable with mechanical finishes, even though the food-safety picture is completely different. Trade shorthand works in a conversation. In a specification it can cost a rebuild.
The cost shows up in three places. First, retrofit: once a kitchen is trading, replacing a counter means a strip-out, a refabrication, a re-commissioning, and lost trading days. Second, inspection: Dubai Municipality will not sign off a finish that does not meet the Food Code, and if a painted surface sits where a food-contact surface belongs, the kitchen does not open. Third, ageing: a finish that looked right in the showroom can show every scratch within a month of service, which is the operator's problem, not the fabricator's, the day after handover.
Part of our job as the kitchen contractor is to run the finish decision through to something buildable before the drawing hardens, alongside the designer and the consultant. That is not a value-add, it is the job. The finish decision is part of the brief, not a detail to be resolved at fabrication stage. Our stainless steel fabrication work runs the finish call upstream, when the conversation is still cheap to change.
Before we walk the finishes one by one, we need to agree on one thing: what "food-safe" actually means.
3. A quick frame: what "food-safe" actually means
Every finish and every coating in this article has to answer one question: on which kind of surface is it appropriate? There are four categories, and every regulatory body works with some version of them.
Direct food contact. Prep counters, cutting surfaces, sinks that touch food, blades, inside surfaces of cooking vessels. The highest bar: the surface touches food that will be eaten.
Near-food or splash zone. Bar tops, service counters, back-bar shelving, the front edges of prep counters, the top of a pass. Food does not normally sit on these, but splashes and brief contact happen.
Non-food-contact working surfaces. Hood exteriors, wall cladding above counters, equipment frames, the backs and undersides of carcasses. Food does not reach these, but they live in a kitchen environment and have to be cleanable.
Decorative or front-of-house. Feature walls, reception panels, bathroom vanities, mirror cladding behind a back bar. No food-safety gate. The gate is durability and how it ages.
The regulatory stack that governs the first two categories is worth naming cleanly, because the shorthand around "food-safe" covers a lot of ground.
FDA 21 CFR 174-179 is the US framework for food-contact materials. It covers indirect food additives, which is the regulatory category that finishes and coatings fall under. It is worth naming the specific part range rather than reaching for 21 CFR 175.300, which is sometimes cited for coatings: 175.300 governs polymeric coatings, and is not the right reference for metallic or ceramic coatings like PVD. The general framework is 174 to 179.
NSF/ANSI 51 is the standard you will see referenced most often in commercial kitchen equipment literature. It lists finished equipment, not generic coating categories. A PVD coating, a powder coat, a nickel plating does not get "NSF 51 listed" on its own. A coated piece of equipment gets NSF-listed when the manufacturer submits the finished assembly and it passes migration testing. When someone tells you a coating is "NSF listed," ask for the listed equipment reference.
EU Regulation 1935/2004 is the European framework. It applies to any food-contact material sold into the EU and mandates that materials must not transfer constituents to food in amounts that endanger health, alter composition, or change taste. A Declaration of Compliance is mandatory for covered materials. It is directly relevant in Dubai when a European brand operator asks for EU-compliant fit-out, or when the specification references EN standards.
Dubai Municipality Food Code 2.0 is the local rule. Food-contact surfaces must be durable, smooth, non-absorbent, cleanable, corrosion-resistant, and non-painted. Walls must be clad in tile or stainless to a height of 2 metres or more. Equipment must be at least 150 millimetres off the floor, or wheel-mounted. SS 304 is the specified grade for food contact; SS 201 is explicitly flagged as cheaper, prone to rust, and likely to fail inspection. DM does not specify Ra values or name brands or maintain coating whitelists. The non-painted rule is the one that does the most work for our decisions below.
EDQM Technical Guide on Metals and Alloys in Food Contact, second edition, 2024. The technical reference for metallic food-contact materials in Europe. It sets the nickel Specific Release Limit at 0.14 mg/kg food, derived from the WHO Tolerable Daily Intake of 0.012 mg/kg body weight per day. The number exists because nickel sensitivity is a real dermatological and systemic issue. It matters in the plating section below.
On roughness, the rule of thumb across EHEDG Doc 8, 3-A Sanitary Standards and ISO 14159 is that food-contact surfaces should sit at or below Ra 0.8 µm. No. 4 brushed finish sits right at this boundary. Hairline sits below it. Mirror sits well below it. Bead blast sits around it. The roughness number is how you can compare finishes that carry different trade names.
One interpretive note on Dubai Municipality. DM prohibits "painted" food-contact surfaces. It does not list PVD, powder coating or plating by name. Our reading is that powder coat reads as painted on a food-contact surface (it is a paint chemistry, cured), and that documented food-safe PVD does not read as paint (it is a ceramic layer, not a pigment film). That is Cleresdyne's interpretation of DM intent, not a DM rule. A consultant or inspector may draw the line in a different place on a specific project.
| Category | Example surface | Primary reference |
|---|---|---|
| Direct food contact | Prep counter, sink, cooking vessel interior | FDA 21 CFR 174-179; DM Food Code 2.0 |
| Near-food / splash zone | Bar top, service counter, pass | FDA 21 CFR 174-179; NSF/ANSI 51 |
| Non-food-contact working | Hood exterior, equipment frame | DM cleanability requirement |
| Decorative / front-of-house | Feature wall, mirror cladding | No food-safety gate |
With the food-safety frame in place, one more decision sits upstream of every finish: the grade of the steel itself.
4. Before the finish: grade, origin, and form
304 is the foodservice default, and has been since the 1970s. It has lower carbon than the older 302, which means welds do not form chromium carbide at the grain boundaries and the corrosion resistance survives fabrication. We use it without discussion on most restaurant work. If you see 302 on a spec sheet written in the last decade, treat it as a typo or a legacy document; modern practice has retired it.
316 adds 2 to 3 per cent molybdenum to the composition (Cr/Ni/Mo roughly 17-12-2). The molybdenum buys pitting resistance against chlorides. DW172 clause 10.1.3 calls it out for "offshore and food process industries." The Metric Handbook's EN 10088 environment table is cleaner: 1.4301 (304) covers rural and clean urban service; 1.4401 (316) covers industrial and marine. On the Dubai map, most F&B lives safely on 304. 316 earns its cost on Palm Jumeirah and JBR beachfront addresses, on coastal resort work, and in kitchens that run high-chloride cleaning protocols. A fishmonger or a pickling line is also a 316 conversation, on composition grounds, not location.
The cost delta is real. Sheet price runs 25 to 40 per cent higher for 316 at current Dubai prices, depending on gauge and availability. Fabrication time is similar; it is the raw material. Flag the delta at RFP stage, not at fabrication stage.
SS 201 turns up regularly in low-cost quotations. It is cheaper, it looks like stainless, and it rusts. Dubai Municipality Food Code 2.0 calls it out by grade and says it will fail inspection. If a quote comes in visibly cheaper than the market, check the grade on the material certificate before signing.
SS 430 is the grade most Dubai-market mirror-finish sheet is rolled in. Ferritic, chromium-only, no nickel. Cheaper than 304, polishes beautifully, carries lower corrosion resistance. It belongs on decorative feature cladding, elevator interiors, and architectural panels. It does not belong on food-contact or near-food surfaces. DM Food Code specifies 304 or better for food surfaces, and 430 sits below that line. If a drawing says "mirror-finish stainless cladding" without a grade, the default on this market is 430. The fastest check on site: a magnet sticks to 430; it will not stick to 304 or 316. Name the grade alongside the finish when food-adjacency is in play.
On origin. Stainless arrives in Dubai from mills across Taiwan, China, India, and Europe. Japan and Korea show up in smaller volumes. Composition consistency varies by mill, not just by country. Chinese-origin stainless covers the lowest price band, and within it the range is wide: some mills run as tight on 304 composition as any, others drift off spec between heats even when the grade stamp reads 304. Taiwan-origin has been our default because the mills we source from run consistent. European mills sit above Taiwan on both price and consistency. When a project needs documented traceability or a specific heat certification, origin is a specification, not a detail.
On form. Some fabricators in the market buy stainless in coil form directly from origin and decoil and level in-house for fabrication. That route cuts waste, because sheets come off the coil at the exact size needed rather than a standard 4 by 8 or 5 by 10. It cuts unit cost. It requires a leveling line, storage for coils, and enough steady production volume in every gauge to justify a coil at a time. We prefer sheet. Sheet from a disciplined service centre runs more consistent across our fabrication volumes, both in flatness and in surface condition, and coil purchase makes sense at a higher scale of throughput than we currently run.
Most of our Dubai fit-outs, including Sobremesa and Myata, ship in 304 from Taiwan origin. Coastal resort work we quote in 316 from the outset. The rest of this article assumes 304 unless flagged otherwise. Our stainless steel fabrication carries both.
5. Mechanical finishes, part one: the polish ladder (brush, satin, hairline, mirror)
"Mechanical finish" means abrasive action on the base metal. No added material, no chemistry, no vapour. Progressively finer grits, progressively softer lines, progressively more reflective surface. The polish ladder has been standardised in ASTM A480 (the US spec) and EN 10088-2 (the European equivalent) for decades, and the two systems map onto each other loosely but not exactly. Every finish below is a real point on the ladder, with real numbers behind it, whatever name gets used in the meeting.
5a. Brush finish / No. 4
Multi-directional satin. Ra 0.8 to 1.5 µm. 120 to 180 grit abrasive. ASTM A480 No. 4. This is the default for foodservice equipment, restaurant sinks, work surfaces, and the backs and sides of most commercial kitchen carcasses.
Food-safe across all four categories we named in Section 3. The Ra sits right at 0.8 µm at the low end of the band, which is the boundary for strict hygienic-design rooms. For a standard restaurant kitchen, brush No. 4 is the working finish and nobody argues about it. For a dairy plant or a meat processor, you want to be at the lower end of the band or drop to hairline.
Ages predictably. New scratches go with the grain, which means they blend into the existing pattern within weeks of service. A kitchen that opens on brush No. 4 still reads as brush No. 4 a year later. That is the single biggest reason it remains the default.
5b. Satin finish
Trade term, not a standard code. Sits in the No. 3 / No. 4 band on the ladder. In practice "satin" and "brush" are used interchangeably in the Gulf market, and most fabricators will produce the same physical surface whether the spec says "satin" or "brushed No. 4."
Same food-safety status as No. 4, same Ra band, same ageing behaviour. The distinction between satin and brush is marketing. If a specification matters, name the ASTM code (No. 4) or an Ra value. If "satin" appears alone on a drawing, assume No. 4 and ask for a sample before fabrication.
5c. Hairline (HL, EN 10088-2 2J)
Unidirectional fine lines. Ra 0.3 to 0.6 µm. 150 to 320 grit. EN 10088-2 2J ("ground, brushed, dull polished, unidirectional, not very reflective"). The finer and typically marine variant is EN 10088-2 2K, which sits below Ra 0.5 µm. Hairline is sharper, quieter, and more architectural than brush No. 4. It reads as a continuous fine grain across the whole piece, with no cross-hatching.
A standards-versus-trade distinction worth holding. In the standards, hairline and No. 4 are distinct products. Hairline is unidirectional, No. 4 is multi-directional; hairline sits in the 0.3 to 0.6 µm Ra band, No. 4 sits in the 0.8 to 1.5 µm band. In the Gulf trade, "hairline," "No. 4," "brushed" and "satin" get used interchangeably, and most fabricators will quote whichever finish is physically available on the day. The standards-based answer is that they are different. The market answer is that they overlap heavily.
Our practice on this. When we specify, we write the standard in (ASTM A480 No. 4 or EN 10088-2 2J) and the Ra band. When we listen to a client describe what they want, we ask for a sample, because the word may not mean what the standard says. Both positions are correct in their own context.
Food-safe; the finer Ra is genuinely better for hygienic design than No. 4. Ages directionally. Scratches along the grain disappear into the grain. Scratches running across the grain show and do not blend. That is a consideration on a bar top where glasses slide in arbitrary directions.
5d. Mirror / No. 8
320 grit taken through progressive buffing stages until the surface is reflective. ASTM A480 No. 8.
Not a work-surface finish. Mirror belongs on decorative wall cladding, feature columns, front-of-house statement pieces. It is food-safe in principle (the Ra is very low), but impractical for work surfaces because it shows every fingerprint, every water mark, every scratch, and every cleaning cloth pattern. A mirror-finish prep counter looks like a disaster within a week of service.
Ages badly in working environments. Ages beautifully in protected front-of-house.
At Sobremesa, we used mirror-finish cladding on the wall behind the back bar. Nothing touches it directly; bottles sit on the shelving in front of it, the bartenders work the service side of the bar which is a different surface entirely. The mirror catches the spirit back-bar lighting and throws it forward into the room. Six months in, the cladding still reads clean because it is decorative and nothing touches it. That is mirror used honestly. A mirror-finish service counter in the same restaurant would be falling apart.

A quick note on the European shorthand for completeness. DW172 names DP1 / DP2 as Dull Polished one or both sides, 2A as Bright Annealed, and 2B as Descaled or unpolished. 2B is the cold-rolled mill finish most sheet arrives in before any finishing operation. When a European spec drops "2B" into a kitchen drawing, read it as "raw mill finish, finish to be applied downstream."
Brush, satin, hairline, mirror. That is the ladder every designer knows, or thinks they know. The next two finishes are the ones that get specified without the fabrication constraint being checked.
6. Mechanical finishes, part two: vibration and blast finishes
Three finishes, one fabrication boundary. Vibration works after welds and cuts; bead blast and sand blast do not. Here is each one, and where it belongs.
6a. Vibration finish
Applied by oscillating abrasive media against the part in a vibratory bowl or trough. The media rubs across the surface in every direction at once, producing a non-directional matte texture. No single grain direction, no cross-hatch, just a soft even sheen.
Hides fingerprints and directional scratches, because the pattern is non-directional to begin with and any new mark reads as part of the texture rather than a line across it. Ra typically sits in the No. 4 band. Food-safe on all four categories.
The defining property for a fabricator: vibration is applied after cutting and welding, on the finished piece. There is no mill-sheet constraint. Cut a panel, weld a mitre, return the whole assembly to the vibration bowl, and the finish covers the cuts and welds in one pass. The finish does not care about the geometry. That is why we reach for it on bar counters with returns, mitred corners and welded seams, where a sheet-only finish would fail.
Where it belongs: bar fronts, service counters, feature equipment panels, anywhere a soft matte read is wanted without the MacBook-style fabrication constraint. Our default non-directional finish.

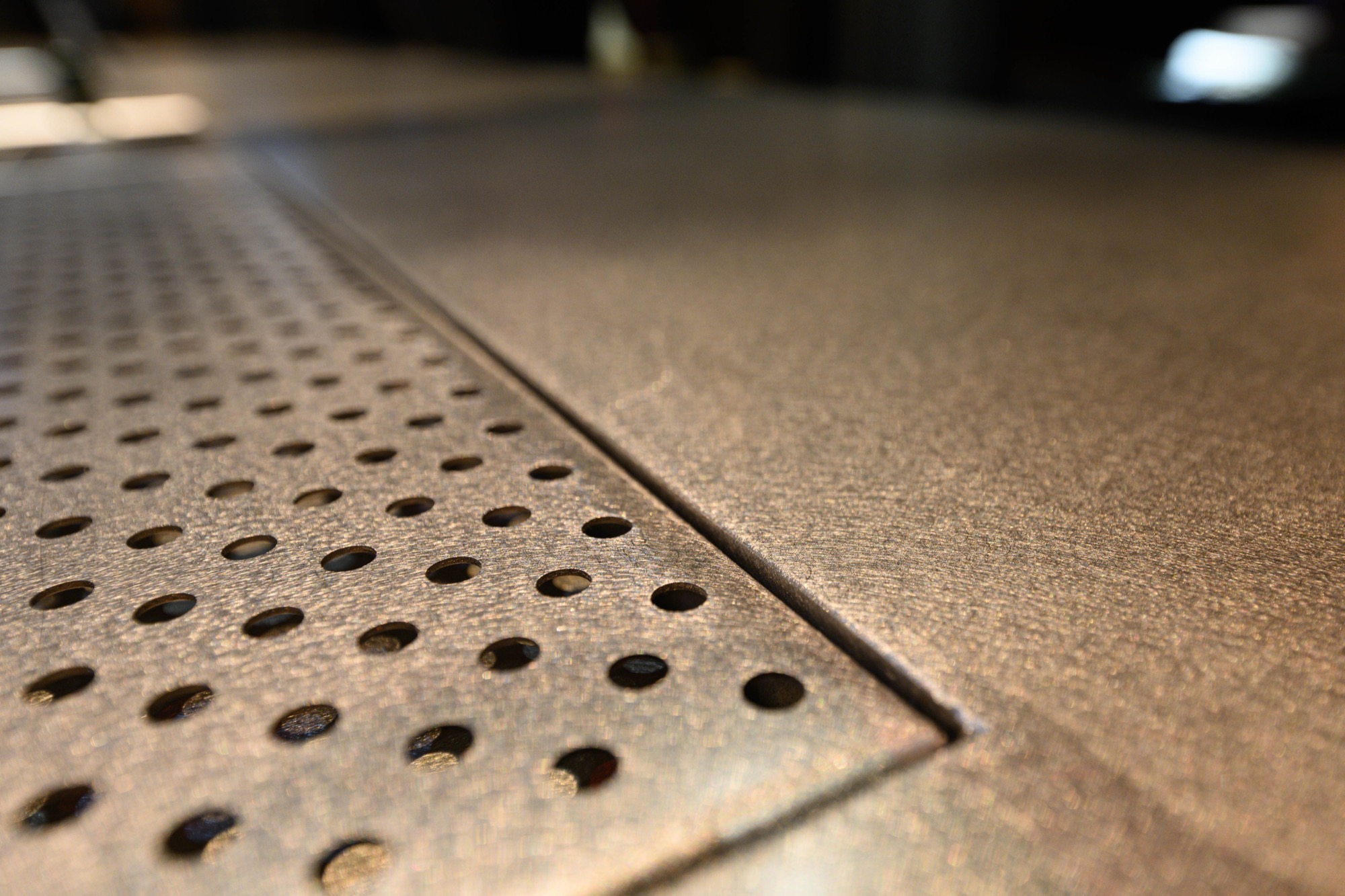
6b. Bead blast
Round media (glass beads, ceramic beads, metal beads) propelled against the surface by compressed air. The beads peen the metal. They compress the surface, they do not cut it. Minimal material removal. The result is a uniform soft satin with Ra typically in the No. 3 / No. 4 band, which puts it near the Ra 0.8 µm hygienic ceiling referenced in Section 3. The specific Ra varies with media and pressure, and for direct food-contact applications should be sample-verified rather than assumed from a finish name. Food-contact friendly by the geometry of the process (the peening action does not open sharp micro-features that harbour bacteria).
Bead blast is a good finish. It is not the wrong answer for a feature panel or a flat wall clad in a single sheet.
The fabrication constraint is what kills it for most counter work. Bead-blasted stainless steel is available as pre-finished mill sheet, delivered to site already blasted. Cut the sheet, and the cut edge is back to mill finish (smooth, directional, nothing like the blasted surface on either face). Weld a seam, and the weld area is destroyed along with a zone of heat-affected material around it. No hand process restores the bead-blast pattern to match. The grain of the blast is random; a hand tool cannot reproduce it.
Bead-blast is not wrong as a finish. It is wrong as a spec for a fabricated piece where cuts and welds are visible. For a single flat panel (a wall panel, a cladding sheet used edge-to-edge with trim to hide the cut), bead blast works and looks good. For a bar counter with mitred corners, welded returns, and visible joinery, bead blast will show every fabrication line as a non-matching patch. That is what the Myata substitution turned on.
6c. Sand blast
Angular abrasive (silica sand, aluminium oxide, garnet) propelled against the surface. The angular media cuts rather than peens. Coarser matte, higher Ra, more material removal, and a rougher surface topography than bead blast.
Sand blast is primarily a prep finish, not a food-contact finish for stainless steel. It is used to prepare surfaces for coating (the cut surface gives the coating something to key into), for heavy cleaning on weathered steel, and for decorative texture on non-food-contact pieces. The contamination risk is real: angular abrasive fragments can embed in the surface. The initial-rust risk is higher than bead, because the cut surface exposes more reactive metal.
One trade-speak warning. "Sandblasting" is often used loosely in the Gulf market to mean any abrasive blasting process. Bead, sand, shot, it all gets called sandblasting in conversation. The three processes produce three different surfaces with three different food-safety profiles. If a drawing says "sandblast," confirm the media, the grit, and the target Ra in writing before fabrication. Do not assume it means what you think it means.
How we approach stainless fabrication runs this conversation before the drawing, not during the fabrication. That is the only place it is cheap to have.
That covers the mechanical finishes. Now the coatings. This is where the vocabulary gets messiest and the food-safety picture needs the most care.
7. Coatings, part one: PVD, the black/gold/bronze finish everyone wants
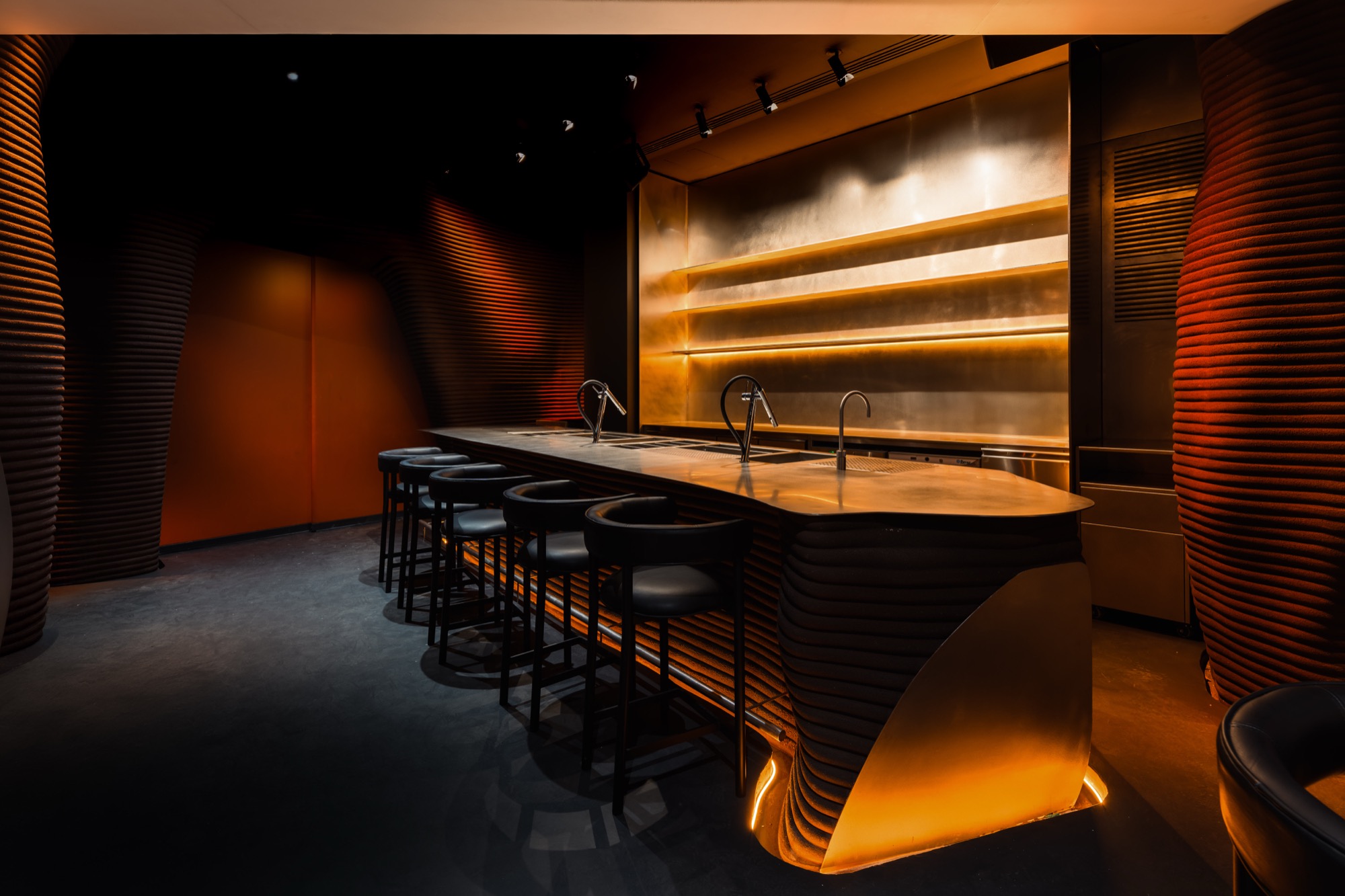
At Sobremesa, the bar counter is black. Not painted black, not black-stained-stainless. A deep, even, scratch-resistant black that reads as stainless steel underneath. The wall behind the open kitchen is the same surface in a bigger format. That is PVD, and it is the coating that has earned itself a permanent place in F&B.

PVD stands for Physical Vapour Deposition. Process: the part is placed in a vacuum chamber. A target material (titanium, chromium, zirconium, carbon in various forms) is vaporised, either by high-temperature evaporation or by sputtering. The vapour condenses on the part as a thin, hard ceramic or metallic-ceramic layer, typically a few microns thick. The coating bonds at the molecular level to the base metal. It is not paint, it is not plating, and it does not chip off in flakes the way either of those can.
Colour range. The colour of the coating is a function of the chemistry of the deposited layer, not a pigment added on top.
- Black. Typically TiC (titanium carbide) or DLC (diamond-like carbon)
- Gold. TiN (titanium nitride), the original PVD colour, in use on cutlery since the 1970s
- Rose gold / champagne. ZrN or ZrCN (zirconium nitride / zirconium carbonitride) variants
- Copper, bronze, steel-tone. Chromium nitride and zirconium nitride variants, tuned by deposition conditions
Durability. A properly deposited PVD layer is harder than the base stainless steel underneath it. Scratch-resistant in normal service. Corrosion-resistant. Does not chip like paint. Expected service life on a bar top is measured in years, not months, provided the substrate is prepared correctly and the coater runs good process control. The failure mode when it does fail is hard impact (a dropped bottle, a tool strike), which can crack the coating through to the substrate. In that case the mark is visible but the rest of the piece is unaffected.
Food safety, with the citations written correctly.
Properly specified PVD coatings (TiN, CrN, ZrN, ZrCN, DLC) are food-safe. They are used routinely on cutlery, food-cutting tools, and food-processing machinery. Ionbond, part of the IHI Group, publishes a whitepaper listing nine PVD coatings that meet FDA food-contact criteria and markets its food-contact coating line specifically for food cutting tools and food-contact components. Oerlikon Balzers BALINIT A, a TiN coating, has been food-safe-rated since 1978 and is used on non-lubricated meat-cutting machinery.
The correct regulatory framing for PVD is FDA 21 CFR Parts 174 to 179 generally, which covers indirect food additives including metallic and ceramic coating layers. It is not 21 CFR 175.300. 175.300 regulates polymeric coatings (paints, liquid resin linings), which are a different chemistry and a different regulatory animal. Cite 174-179 as the framework, and cite the coater's own FDA compliance statement and Declaration of Compliance as the project-level evidence.
On NSF/ANSI 51 (covered in Section 3): PVD is not "NSF 51 listed" as a category. Specific coatings appear in NSF-listed equipment when the OEM submits the finished assembly for migration testing. Frame it as FDA 21 CFR 174-179-compliant, accepted by NSF as a material of construction in listed equipment.
On Dubai Municipality. Documented food-safe PVD reads as a ceramic layer, not paint, and sits outside the DM "painted" prohibition in our reading (Section 3 covers the interpretive note). Most F&B PVD applications are near-food or decorative in any case, which clears the question without needing the interpretation.
A note on terminology: anodize vs. ionize vs. PVD
The words "anodize" and "ionize" turn up on stainless briefs regularly. They almost always mean PVD, and the distinction is worth holding because it changes the coater, the cost, and the realistic colour range.
Anodize is the aluminium process from the opener of this article. On stainless steel, it has no architectural equivalent.
Ionize in a stainless context almost always means ion plating, a PVD subtype where the vapour is partially ionised before deposition to improve adhesion. It is still PVD.
The INCO colouring method does exist as a niche oxidation-based process that produces interference colours on stainless. It is rare, expensive, and not used in F&B fit-out.
The short version: "anodized stainless" on a brief, in practice, means PVD.
Decision matrix for PVD in F&B
- Direct food-prep surface: PVD is workable with documented FDA compliance from the coater and a Declaration of Compliance specifying the coating chemistry. Not the most common use, but defensible
- Near-food (bar tops, back bars, service counters): PVD is well-suited. The migration bar is lower, the aesthetic payoff is high, and the coating holds up under glass-on-counter service. This is where most of our PVD work lives
- Decorative and wall cladding: no food-safety gate. The purchase drivers are colour depth, durability, and scratch resistance
The Sobremesa worked example
Sobremesa is the project we nearly didn't post about. Black PVD bar counter with black PVD wall cladding behind the open kitchen. The first round of coating did not meet our quality bar. The depth of black wasn't even across the length of the run, and we were not going to hand over a bar that would not read as one continuous surface under service lighting. We took the work back and replaced it. The second round came out to the quality bar. It has been in service since and it is photographing well across food and drink shoots.

Sobremesa and other projects we've delivered carry the kind of PVD work that earns the specification. Our stainless steel fabrication runs the coating brief through the coater vetting at the spec stage, not after the piece has shipped.
PVD is the coating that has earned its place in F&B. The next two, electroplating and powder coat, have narrower windows.
8. Coatings, part two: electroplating (chrome, nickel, and the allergy that regulates it)
Electroplating belongs in F&B on wear surfaces, precision components, decorative hardware. It does not belong as a substitute for solid 304 or 316 on prep counters, sinks, or work surfaces. Stating the scope upfront saves this section from being longer than it needs to be.
Process. Electrochemical deposition of a thin metal layer from a plating bath. An electrical current drives metal ions out of solution and onto the part. Hard chrome, nickel, and electroless nickel are the three variants that turn up most in food-adjacent work. Mechanically different to PVD, which happens in a vacuum chamber with vapour, not in a wet bath with ions.
Where it belongs.
- Wear surfaces on food-processing machinery. Doctor blades, rollers, cutting edges, ice cream machine scrapers. Hard chrome is the workhorse here; the Nickel Institute documents the usage extensively
- Precision components and specialty blades. Tool steel parts plated for corrosion resistance in food-processing applications
- Decorative hardware. Handles, taps, fittings, pulls. These are usually already plated at source; the decision sits with the hardware specifier rather than the fabricator
Where it does not belong. As a substitute for solid 304 or 316 on a primary food-contact surface. Plating is a thin layer. Thin layers pinhole with age and wear. A pinhole in a chrome plating over carbon steel exposes the carbon steel to food and moisture, which creates both a migration liability (iron and whatever is in the plating bath chemistry) and a hygiene liability (corrosion products on a food-contact surface). The fix is to start from solid stainless and stay there.
Food safety. Hard chrome and nickel / electroless nickel plating are acceptable for food contact provided nickel migration stays below the EU Specific Release Limit of 0.14 mg/kg food. The number comes from the EDQM Technical Guide on Metals and Alloys in Food Contact, 2nd edition, 2024, and is derived from a WHO Tolerable Daily Intake of 0.012 mg/kg body weight per day. The SRL is specifically structured to protect nickel-sensitive consumers, who are a significant fraction of the population.
NIPLATE electroless nickel (NIPLATE 500, 600, 500 PTFE) is approved per NSF/ANSI 51 when the finished-part manufacturer verifies migration through testing. The usual caveat: the standard approves the finished part, not the plating chemistry in isolation.
On the nickel allergy question. It is not marketing fear. Nickel contact dermatitis is a regulated dermatological condition and systemic sensitisation is a documented exposure route. The 0.14 mg/kg SRL exists because of these realities. The correct answer is not to dismiss the concern; it is to specify plating that meets the SRL and to think carefully about front-of-house hardware that skin touches constantly (handles, rails, pulls). For those surfaces, low-nickel or nickel-free alternatives are worth specifying when the aesthetic brief allows.
Electroplating does not turn up often on a restaurant fit-out beyond the hardware specification. The commercial kitchen equipment we supply includes plated components where the OEM has validated them. On structural and surface stainless, plating is not the right tool.
Electroplating lives in a narrow band. Powder coat lives in an even narrower one for F&B, and the narrowness is the story.
9. Coatings, part three: powder coat (rarely, and usually on the outside of a pastry display)
One thing on powder coat worth putting upfront, because our use of it runs narrower than the default.
We do not powder-coat equipment legs, frames, undershelves, or chair bases as standard. Those are brushed-finish 304 SS tubes in our work. Powder coat shows up in our fabrication rarely, and almost always in one specific place: the exterior of a pastry display counter, where the decor brief calls for a coloured, paint-like front. Most often matte black. Other colours on request. That is the category where we reach for powder.
One craft detail that distinguishes the way we do it. When we powder coat, the substrate underneath is still 304 stainless steel. Most powder coat across the industry sits on mild steel. That is the standard use case, because it gives mild steel corrosion resistance at low cost. We start from stainless and add the coating for colour, not for protection. If the coating ever gets scratched through on site, the metal exposed underneath is still stainless, not rust-prone carbon steel. The client gets the decor finish the brief asked for without compromising the underlying structure. It is a more expensive way to do a powder-coated panel, and it is the only way we do it.
Process. Dry polymer powder (typically epoxy, polyester, or epoxy-polyester hybrid) is electrostatically sprayed onto the part. The charged powder clings to the earthed substrate. The coated part goes into a curing oven where the powder melts and cross-links into a hard, continuous, paint-like finish. Thickness is typically 60 to 120 microns. Fundamentally, powder coat is a paint chemistry: pigmented polymer film cured onto a substrate. That framing matters when the food-safety question comes up.
Food-safety picture. FDA-compliant powder coatings exist for incidental food contact. Specific epoxy and polyester chemistries tested and published. Sherwin-Williams maintains an "FDA-Compliant Direct Food Contact" category of liquid and epoxy linings, but these are for bulk storage applications (grain elevators, tank interiors, bulk food vessels) and are not architectural powder coats used on kitchen furniture. IFS Coatings and Powdura publish NSF/ANSI 51-listed powder coatings rated for incidental food contact.
"Incidental" is not "direct." Prep counters, sinks, surfaces that food sits on during service, all of those are out of scope for powder coat regardless of the specific chemistry. A pastry display counter exterior is, at most, near-food contact. The pastries sit inside the display behind glass, on stainless trays, not on the outside face of the counter. The powder-coated surface is not a food-contact surface.
NFPA 96 §12.6.6 to §12.6.8 is the hardest cite-able fact in this section. The standard does not name powder coat, but its requirements effectively rule it out on hood interiors. §5.1.2 and §7.5.2.1 require liquidtight continuous external welds, and §5.1.3 requires internal welds smooth and ground so as not to trap grease. A powder layer over a hood interior defeats both clauses. It obscures the weld condition and it introduces a coating that can delaminate into the grease stream. A hood interior that has been degreased and re-coated with powder fails the standard on inspection. That is the one place in our primary reference stack where a code's requirements render a coating effectively non-compliant in a kitchen environment.
Dubai Municipality Food Code 2.0. Powder coat is paint chemistry cured onto a substrate. In our reading of the DM "painted" prohibition, that places it outside direct food-contact use (Section 3 covers the interpretive note). A specific project may get a specific call from a DM inspector.
Where powder coat belongs in F&B, in our experience. Pastry display counter exteriors, brand-coloured decor fronts on service counters, occasional specific-RAL-colour requests on chair bases or table feet where the design brief requires it. Non-food-contact equipment exteriors where a coloured front is wanted. Where it does not belong: structural work where brushed stainless is the better answer, any primary food-contact surface, anywhere a coating in the grease stream is possible. Brushed stainless does the structural job better and wears better in a kitchen environment. Powder coat is a decor tool, not a foundation.
One representative brief. A client wanted a matte black exterior on the pastry display at the front of their restaurant. Stainless substrate, matte black powder on the outside faces, polished 304 on every interior surface and every surface behind the glass that touches product. Clean finish, holds up in service, gives the decor the colour it needs without touching the food-contact surfaces. Most of our powder coat work looks like that. The commercial kitchen equipment we fabricate and supply is specified this way by default.
We have been through the finishes and the coatings one at a time. The harder question is how to put them together on one project.
10. Choosing for an open kitchen: the decision framework we use
There is no matrix that solves this. There is a filter stack. Each filter eliminates options before the next one runs, which is how the decision stays tractable when a project has six different surfaces with six different briefs.
Filter 1. Food-contact class. Is this surface direct food contact, near-food, non-food-contact working, or decorative? Direct food contact eliminates powder coat and most plating as finished-surface options, and narrows PVD to coatings with documented food-contact compliance from the coater. Decorative clears nearly everything; the gate there is durability and ageing, not food safety. Most practical open-kitchen decisions live in the near-food band, which is also the band where the most finishes are available.
Filter 2. Fabrication geometry. Does the piece have cuts, welds, mitres, returns, bent edges? If yes, bead blast is eliminated as a final finish (the sheet-only constraint). Hairline is problematic if the piece has visible butt-joints at different grain orientations, because the directionality will not read as continuous across the seam. Vibration, brush No. 4, PVD and powder all clear this filter, because each is applied after fabrication on the finished piece. This is where the Myata substitution lived.
Filter 3. Ageing behaviour under the actual service condition. Mirror finish in a working kitchen fails within weeks of first service. Brush No. 4 ages with the grain and blends new scratches into the existing pattern. Vibration hides directional wear because there is no direction to hide. PVD holds its look for years but chips on hard impact and cannot be touched up in place. Match the finish to the wear rate and the wear type the surface will actually see. A prep counter does not see the same wear as a bar top, which does not see the same wear as a back-wall cladding.
Filter 4. Lifecycle expectation. Is this a 12-month pop-up or a 10-year flagship? PVD is expensive to specify and difficult to repair in place. For a pop-up, vibration on solid 304 is nearly always the right call. It delivers the look at a fraction of the cost and the pop-up will be struck before the long-term ageing differences start to show. For a flagship bar that will be photographed for a decade, the PVD upcharge earns itself. This filter tends to determine whether PVD is in the running at all.
Filter 5. Budget reality. In order of increasing cost per comparable surface area: No. 2B mill finish, then No. 4 / brushed, then vibration, then hairline, then PVD, then No. 8 mirror, with 316 substrate adding a further upcharge on any of the above. The budget call on a project is rarely "can we afford this finish." It is almost always "on which pieces does the statement finish earn its cost." A project that uses PVD on the front-of-house bar and vibration behind the scenes is running the budget well. A project that asks for PVD on every stainless surface is not going to get built.
Sobremesa through the filter stack. Five finish decisions on one project. The bar counter: near-food, long lifecycle, flagship, statement finish. PVD clears Filters 1, 3, 4; Filter 2 is clean because PVD is applied after fabrication; Filter 5 carries because the bar is the hero piece. Black PVD. The wall cladding behind the back bar: decorative, protected, lighting-driven. Filter 1 is irrelevant, Filter 2 is clean (single flat sheets), Filter 3 is satisfied because nothing touches the cladding, Filter 4 is long-term, Filter 5 allows for mirror. No. 8 mirror. The wall behind the open kitchen: near-food, long lifecycle, statement. Same logic as the bar: black PVD. The service counter elements: near-food, high wear, non-statement. Vibration. The behind-the-scenes work surfaces: direct food, standard default. Brush No. 4. One project, five filter runs, five different finishes. None of them fight each other because each filter ran independently.

The filter stack is not a shortcut. It is the sequence we run every time. Flagship #1 on how the menu drives the kitchen before the finish decision is made covers the upstream half of the same conversation. The full Sobremesa project and our end-to-end fit-out process show what it looks like when the stack has run cleanly on a live job.
That is how we run the decision. The last section is what we actually reach for by default.
11. What we reach for at Cleresdyne: our default toolkit
If you asked us to pick, this is what we would pick. It is the toolkit we quote off when the brief is open and the constraints have not landed yet. Every line has a reason behind it from one of the sections above.
- Direct food contact work surfaces. 304 brush No. 4 (ASTM A480 No. 4). Food-safe, fabrication-friendly, ages predictably, understood by every inspector in the region. Upgrade to 316 in coastal kitchens and in high-chloride cleaning regimes.
- Near-food, service counter, bar top, no statement finish required. 304 vibration finish. Hides wear, fabricates cleanly across welded geometries, soft matte read that works under any lighting.
- Bar top or feature counter with a statement finish required. 304 plus black, gold, or bronze PVD from a coater who supplies a Declaration of Compliance. Documented FDA 21 CFR 174-179 compliance on the coating.
- Wall cladding behind an open kitchen. Depends on the brief. Black PVD for drama (Sobremesa). Brush No. 4 for a working-kitchen feel. No. 8 mirror only where nothing touches it and the lighting earns the reflection.
- Equipment legs, frames, undershelves, chair and table bases. Brushed-finish 304 stainless steel tubes. Standard. Not powder-coated. The finish wears better and reads cleaner through service than a coated surface.
- Pastry display counter exteriors and similar coloured decor fronts. Powder coat over 304 stainless substrate, usually matte black, other RAL colours on request. Decor-driven, used only when the brief calls for a coloured front.
- Welds on food-contact surfaces. TIG / heliarc, ground to the equivalent of a No. 4 finish. Electric arc is acceptable on non-food-contact welds. Acetylene only for very thin sheet, and only where carbon deposits are not a corrosion risk. Soldered food-contact joints are banned unless 95% tin / 5% silver or 100% tin (lead prohibition).
- Clearances at the base of equipment. Floor-mounted runs 6 inches (152 mm) minimum, counter-mounted 4 inches (102 mm) minimum, nosing 0.75 inches (19 mm) minimum. Dubai Municipality's 150 mm-off-floor rule aligns with the NSF baseline closely enough that a single dimensional standard covers both.
- Writing the spec sheet. Name the standard (ASTM A480 No. 4, EN 10088-2 2J, EN 10088-2 2B, etc.), name the Ra band where it matters, name the coater and the coating chemistry for any applied finish, require a physical sample approval before fabrication begins. "Satin" on a drawing, with no standard code behind it, is not a specification.

A finish that cannot be built is not a finish. It is a decoration on a drawing. Talk to us about a project when you are ready to run the decision on something specific. Our stainless steel fabrication service and our kitchen fit-out service are where this toolkit gets applied.